INDUSTRY QUALITY STEEL
FABRICATORS
Providing fabrication services to the Energy, Mining,
Chemical, Processing and Construction sectors.
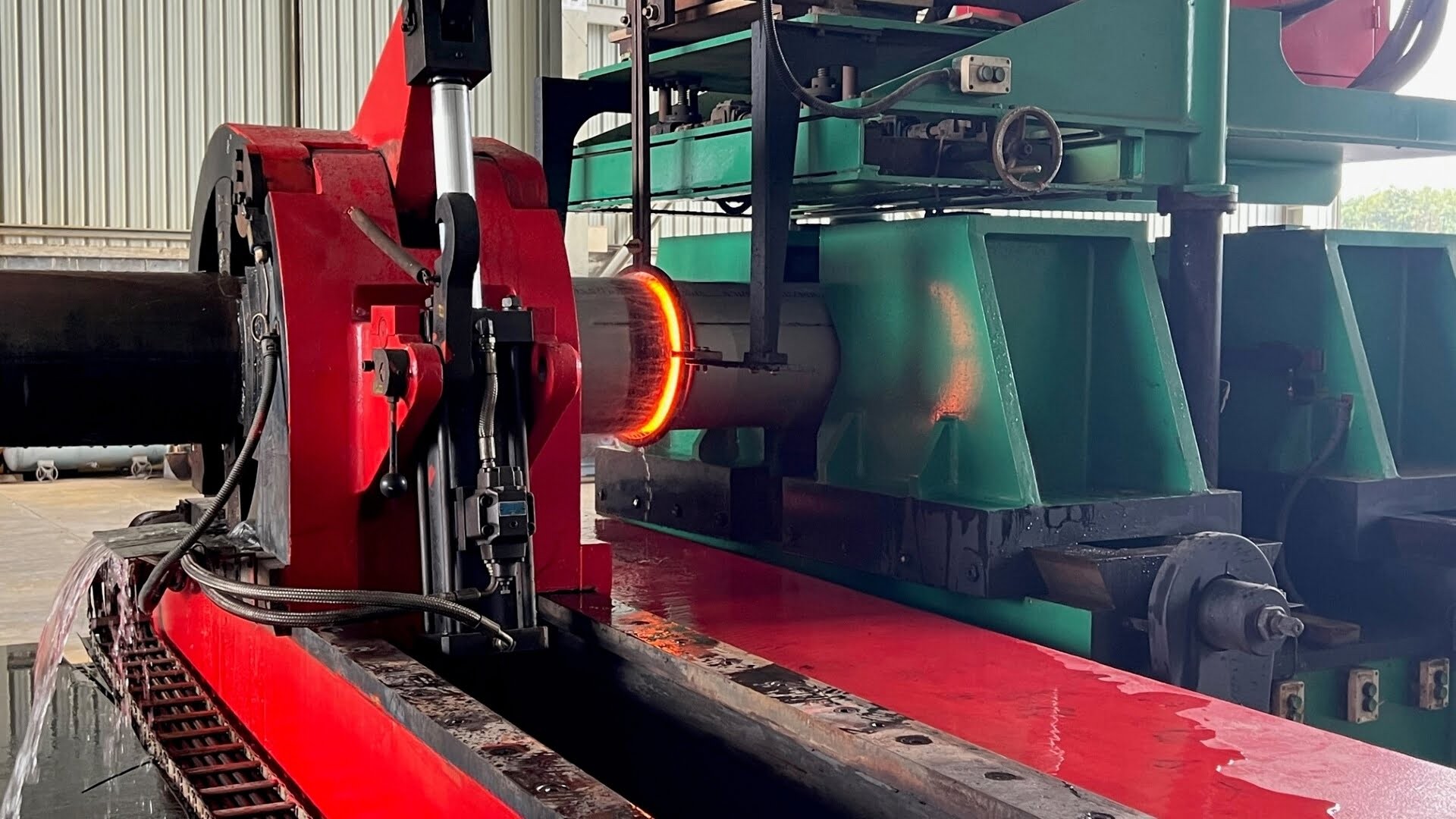




HEAT INDUCTION BENDS
PIPE SPOOLING
STRUCTURAL STEEL
MINING EQUIPMENT
PRESSURE VESSELS

/ K999 People
Offering a wide range of roles and career opportunities
We invest in our people at K999 Engineering and Construction and believe in core values as an employer.
/ Our Commitment
Listening to others to understand what is expected from us
Working efficiently focusing on what is important, we never compromise on quality or safety.






Who are our clients

")

")







“The supply and fabrication services provided to LOR was of a high standard, quality and professionalism.”
– Laing O’Rourke
Contact Us
ADDRESS:
174 Moo 5, Mapkha
Nikompattana, Rayong, 21180, Thailand
PHONE:
EMAIL: